Language
- +86 (021) 6850 9660
- info@krdpe.com
- Shanghai, China


A tube chain conveyor is a continuous conveying device used for transporting powdered, small granular, and small block materials. It operates inside a sealed pipe, using a chain or steel wire rope as the traction tool, which drives discs to push materials along the conveying pipe. The discs act as the transmission components, moving the materials efficiently along the pipeline.
The tube chain conveyor supports horizontal, vertical, inclined, and curved conveying. It can operate as a standalone system or work together with other equipment to form a more powerful conveying system that meets a variety of transportation needs.
A tube chain conveyor is a continuous conveying device used for transporting powdered, small granular, and small block materials. It operates inside a sealed pipe, using a chain or steel wire rope as the traction tool, which drives discs to push materials along the conveying pipe. The discs act as the transmission components, moving the materials efficiently along the pipeline.
The tube chain conveyor supports horizontal, vertical, inclined, and curved conveying. It can operate as a standalone system or work together with other equipment to form a more powerful conveying system that meets a variety of transportation needs.
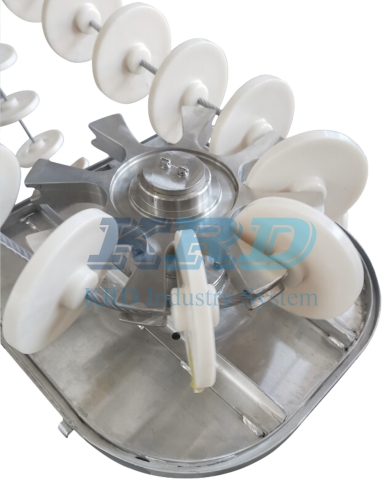
As a flexible traction element, the basic structure of the tube chain conveyor includes the following components: tensioning device, redirection device, feeding device, chain or steel wire rope, circular scraper, enclosed material trough, inspection hole, drive unit, and discharge device.
1. Fully enclosed, excellent sealing. Prevents dust leakage and ensures environmental cleanliness.
2. Flexible layout, suitable for various site conditions, easy to install.
3. Compact structure, saving space and reducing construction costs.
4. High transportation efficiency with minimal material sediment.
5. Gentle on fragile materials, reducing damage during transportation.
6. Can be fully washed, low maintenance needs, and long service life.
7. Can handle bulk materials with high efficiency and low operational costs.
8. Supports long-distance transportation and flexible multi-point feeding.
9. Can start under full load.
Although noise is generated during operation, it can be controlled within an acceptable range.
The discs may wear out over time and need replacement every 5 years.
With its mature technology, the tube chain conveyor is widely used in industries such as fine chemicals, agriculture, pharmaceuticals, and coal chemistry. It is particularly effective for transporting powdered or granular materials in environments where dust control is important.
Fine Chemicals: Pigments, dyes, coatings, carbon black, titanium dioxide, etc.
Agricultural Chemicals: Urea, ammonium chloride, solid pesticides, tungsten powder, etc.
Building Materials: Cement, quartz sand, limestone powder, etc.
Food Industry: Flour, starch, grains, milk powder, food additives, etc.

China
Chinese
Global
English
Russia
Russian